
SEAL PLATE(板金部品)の溶体化処理・安定化処理・時効処理
処理名:溶体化処理、安定化処理、時効処理 品名: SEAL PLATE(板金部品) 材質:Waspaloy 熱処理規格:AMS2774
処理名:溶体化処理、安定化処理、時効処理 品名: SEAL PLATE(板金部品) 材質:Waspaloy 熱処理規格:AMS2774
品名: AM(Additive Manufacturing, 金属積層造形, 金属3Dプリンティング)部品 材料規格:HAYNES214 HA214 処理:応力除去+溶体化処理+時効処理 用途:ハニカムシール、燃焼器のス[…..]

品名:AM(Additive Manufacturing, 金属積層造形, 金属3Dプリンティング)部品 材料規格:HAYNES282 HA282 処理:溶体化処理+1段時効及び2段時効
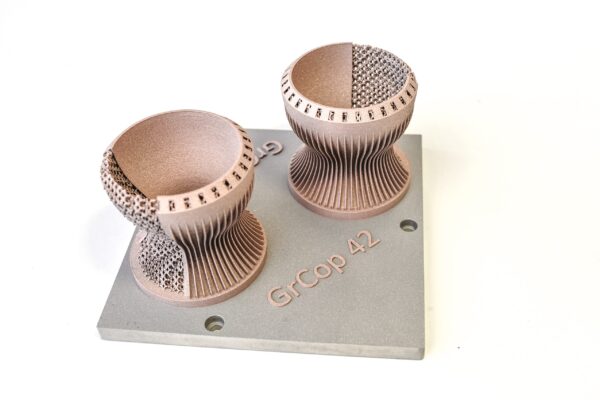
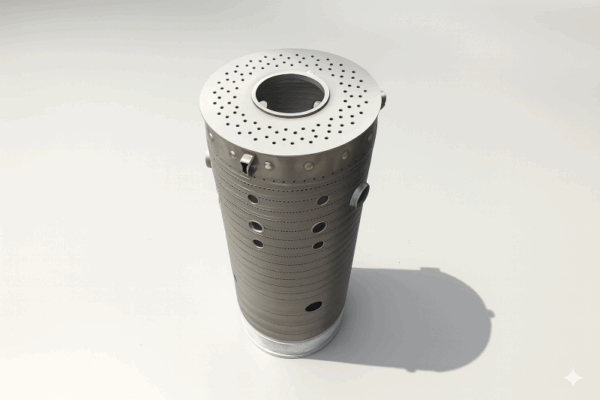
品名:ロケットエンジン・ライナー。AM(Additive Manufacturing,金属3Dプリンティング)部品 材質:銅合金 処理:真空排気後に550℃~600℃まで加熱し、10~12時間保持後Ar冷却。実体温度を[…..]
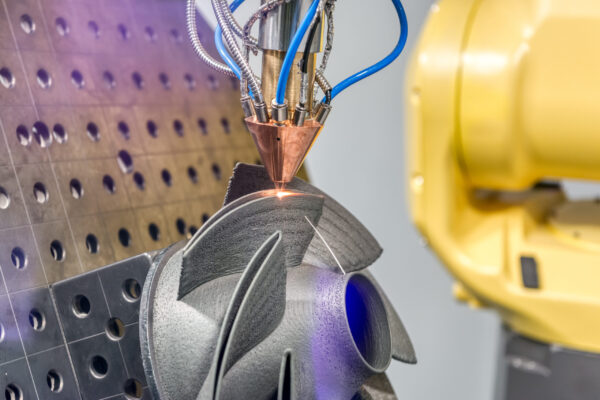
品名:AM(Additive Manufacturing,金属3Dプリンティング)部品 材質:Ti64 処理:AMS2750対応の設備にて、応力除去。0.01Pa以下まで真空排気後に加熱。800℃前後にて2時間保持し、[…..]
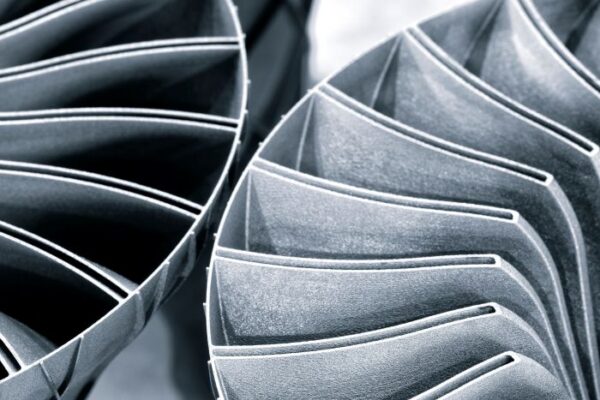
品名:産業用ガスタービン用燃焼ライナ 材質:HA188(AMS5608) ☆HA188は高温耐熱性のコバルト合金で、同量のニッケル及びクロム成分、高タングステン成分、ランタン成分が添加された材料です。硫化による高温腐食に[…..]
材料規格:INCOLOY Alloy 800HT 処理:固溶化処理(溶体化処理) サイズ:Φ854x230H

品名:耐熱用ボルト 材料規格:INCONEL Alloy 718 処理規格:AMS2774 処理:時効処理

品名:タービンブレード 材質/材料規格:INCONEL Alloy 713(鋳造 Ni基Co基合金)/ AMS5377 処理:時効処理(1段、2段) 処理規格:AMS2773 処理炉:HV7

品名:タービンブレード 材料規格:INCONEL Alloy 792K(鋳造Ni基Co基合金) 処理:固溶化処理+時効処理(1段、2段) 処理規格:AMS2773 処理炉:HV7 ★ジェットエンジンおよびタービン部品など[…..]